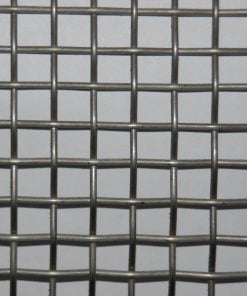


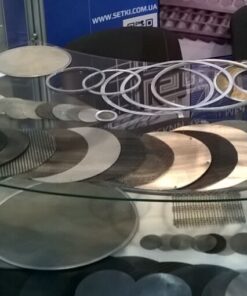


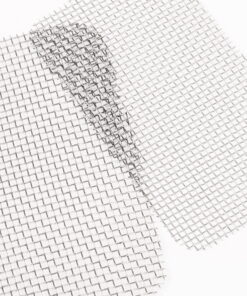
Харківський завод металевих сіток “ТЕТРА” пропонує сітки дротяні ткані, сітки рукавні дротяні плетені (в’язані), фільтроелементи і дріт











Харківський завод металевих сіток “ТЕТРА” є одним з найбільших підприємств України на ринку металотканої продукції. Завод має філії і широку дилерську мережу в Україні, а також здійснює експорт в країни СНД і Європи.
Наше підприємство зарекомендувало себе як надійний і компетентний партнер. Збільшення об’ємів продукції, що випускається, і постійне розширення асортименту дозволило зайняти лідируючі позиції на ринку дротяних тканих сіток. Тому Харківський завод металевих сіток “ТЕТРА” відмічен винагородами «Підприємство року» і «Лідер галузі». А завдяки високим якісним і експлуатаційним показникам наша продукція завоювала визнання споживачів.
Для виробництва дротяних тканих сіток ми використовуємо лише високоякісну сировину від провідних світових виробників. При цьому кожна партія проходіть лабораторні випробування. Ткані сітки виготовляються на металоткацьких верстатах JÄGER, UDAW, STEGMANN різних модифікацій. На замовлення споживачів сертифікуємо партії продукції в організаціях, акредитованих у НААУ.
Вся продукція виробляється за технічними умовами, які розроблені нашим підприємством та відповідають чинним стандартам. Розробки підприємства захищені авторськими свідоцтвами на винаходи та патентами.